Abstract: There are many types of bearings, which can be roughly divided into two categories: rolling bearings; One type is sliding bearings, which are widely used in mine hoists due to their high load-bearing capacity, significant impact resistance and shock absorption effects, low manufacturing cost, and easy disassembly. By analyzing the bearing force and working principle of the sliding shaft of the main and auxiliary shaft gearbox, the cause of bearing damage was found, and corresponding improvement measures were taken. To strengthen the use and maintenance of bearings, so that the sliding bearings of large equipment can operate reliably and stably, and achieve the goal of extending the service life of the sliding bearings.
Keywords: bearings; working principle; Causes of damage; Improvement measures
1. Reasons for damage to sliding bearings
1.1 Defects in the metallographic structure of the bearing itself
A. Poor bonding between the bearing liner and back layer: It may be due to poor soldering or poor temperature control when the bearing is bonded to babbitt alloy.
B. There is gas present when hanging the bearing: it may be due to low pouring temperature or insufficient preheating of the bearing.
C. Uneven internal grain size of Babbitt alloy: The solidification temperature is too low, and the grain size of tin antimony alloy is too large, resulting in uneven internal grain size of Babbitt alloy.
1.2 Assembly non-standard
A. The center line of the bearing and the center line of the bearing seat are not heavy, leading to premature fatigue failure of the alloy layer.
B. Improper fit between bearings and bearing seats, resulting in sliding.
C. Uneven or excessive bearing clearance.
1.3 Improper use
A. Foreign particles enter the bearings and scratch the bearing shells.
B. Lubricating oil continuously oxidizes during use, producing acidic substances that corrode bearings.
C. Insufficient viscosity of lubricating oil leads to a decrease in bearing capacity.
2. The working principle of sliding bearings
Sliding bearings rely on the dynamic pressure of lubricating oil to support the rotating shaft in a suspended state and achieve liquid lubrication. In a stationary state, the main shaft is at the lowest point in the middle of the bearing due to its own weight, forming a wedge-shaped gap between the shaft and the bearing hole. When the shaft rotates, the lubricating oil rotates with the shaft due to its viscosity and adhesion to the journal, squeezing towards the wedge-shaped gap, causing the pressure in the wedge-shaped gap to increase and establishing the starting pressure. The pressure in the wedge-shaped gap increases with the increase of the main shaft speed, When the pressure increases enough to balance the spindle load (including the spindle self weight), the shaft is suspended by pressure oil in the bearing, which is separated by a lubricating oil between the shaft and the bearing, thus achieving liquid lubrication. When the sliding bearing operates under liquid lubrication conditions, the center of the shaft shifts and floats in the direction of rotation.
3. Conditions for the formation of pressure oil film in sliding bearings
The above analysis indicates that the dynamic pressure of the sliding bearing increases with the increase of the spindle speed; As the dynamic pressure increases, the center offset distance (eccentricity) between the shaft and the bearing hole also decreases, resulting in a decrease in the wedge angle. This reduction in wedge angle leads to a decrease in dynamic pressure. Therefore, the necessary conditions for forming a stable load-bearing oil film are as follows.
3.1 Bearings need to have appropriate clearance, sufficient rotational speed, and correct geometric shape.
3.2 Use lubricating oil with appropriate viscosity. Continuous and sufficient fuel supply is required.
3.3 The bearing joint surface has a certain surface quality.
3.4 The bearing shells and journals should have a certain degree of coaxiality, and each journal should have a certain degree of cylindricity and roundness.
4. Friction of sliding bearings
Sliding bearings lubricated with lubricating oil may generally experience three types of friction between their sliding surfaces: boundary friction, liquid friction, and mixed friction
4.1 Boundary friction: Two sliding surfaces are separated by a boundary adsorption film formed by the direct combination of polar molecules in the lubricating oil and the metal surface, or by an inorganic salt film formed by chemical reactions between active substances such as sulfur, chlorine, and phosphorus and the metal surface. The friction coefficient is lower than dry friction, generally ranging from 0.1 to 0.3. The formation of boundary adsorption film or chemical film and the load-bearing capacity of the boundary film depend on the oiliness of the lubricating oil, and are not related to the viscosity of the lubricating oil.
4.2 Liquid friction: Two sliding surfaces are completely separated by a layer of lubricating oil (bearing oil film), and high viscosity lubricating oil is easy to form a bearing oil film. The friction resistance is manifested as the internal friction resistance of the lubricating oil, therefore, the friction coefficient is very small, usually around 0.001 to 0.008. Only in driving, parking, reversing, or sudden changes in load, abnormal oil supply, and other situations, the wear of the bearing occurs due to the destruction of the liquid friction state.
4.3 Mixed friction: Between the medium and boundary friction and liquid friction, the range of friction coefficient variation is relatively large, usually around 0.01-0.1. Bearings with liquid friction lubrication conditions often exhibit mixed friction states during driving, parking, reverse rotation, or sudden changes in load, as well as abnormal oil supply.
5. Inspection and repair of sliding bearings
After a period of operation, the working surface of the sliding bearing will inevitably experience a certain degree of wear. The bearing alloy may experience melting, pulling, stringing, and even peeling, cracks, etc. The back of the bearing pad may also be worn due to long-term vibration and the sealing area may become loose. These situations will lead to a decrease in rotational accuracy, an increase in frictional resistance, an increase in temperature rise, or even exceeding the allowable working temperature, and a sharp acceleration of wear, In severe cases, the bearing alloy may melt (burn out) and lock up with the spindle. To ensure equipment safety, reliable operation, reduce maintenance costs and shorten maintenance time, timely, reasonable, and high-quality maintenance of sliding bearings is crucial.
5.1 Inspection of sliding bearings
A. The main inspection contents of sliding bearings include:
① Wear condition and surface quality of bearing alloys: including bearing clearance, wear amount, and wear properties.
② The actual contact angle between the journal and the bearing shell.
③ The fit quality of the outer circle of the bearing shell: including the axial seal, check for any looseness.
④ The quality of the journal: including the wear and roundness, cylindricity, and surface roughness of the journal.
⑤ The bonding quality between the bearing alloy and the shell: whether there are cracks and peeling phenomena between the bearing alloy and the shell; To provide a basis for repair and replacement.
B. There are three methods for checking the bonding quality between bearing alloy and shell:
① Knocking method: Gently tap the bearing shell with a small hammer. If the sound is clear and without noise, it indicates good bonding. Conversely, if the sound is hoarse or there are aftershocks to the hand, it indicates peeling of the bonding surface.
② Oil immersion method: immerse the bearing pad in kerosene for about half an hour, take it out and wipe it dry. Apply white powder to the joint between the bearing alloy and the bearing shell, stop for a period of time, and check whether the white powder has traces of kerosene wetting exposed. If there are traces of wetting, it indicates poor bonding quality.
③ Penetrant testing method: Special dye penetrant is used for inspection, which is composed of cleaning agent, penetrant, and display agent. The use of the penetrant involves first cleaning the area to be inspected with cleaning agent and wiping it dry, then spraying and cleaning the area with penetrant, stopping for about 15 minutes, and then spraying the display agent. If there is peeling phenomenon in the inspected area, the color trace of the penetrant will seep out of the joint.
5.2 Repair of sliding bearings
The repair of sliding bearings can be divided into several steps, such as rough scraping, fine scraping, fine scraping, and scraping oil points
① Rough scraping: When there are obvious machining tool marks on the workpiece or obvious pulling and wear on the working surface of the repaired part, rough scraping should be carried out first. The rough scraping tool marks can be longer, and larger front corners and areas with larger scraper arc radii should be used to increase the scraping surface area and improve the scraping speed. When the grinding contact point reaches 4-6 points, rough scraping can be ended and fine scraping can enter.
② Fine scraping: The actual working angle of the scraper should be smaller than the angle during rough scraping. By shortening the blade path and using the part with a smaller arc radius of the scraper, the scraping point should be relatively small. The scraping direction should be changed every time the scraping is done, with a mesh pattern state of 45 ° -60 ° being appropriate.
③ Fine scraping: Further reduce the rake angle of the scraper, and even use negative rake angles to further shorten the length of the blade trace, in order to improve scraping accuracy and avoid dents. When fine scraping, attention should be paid to the light falling of the knife and the quick lifting of the knife. Each research point is usually only scraped once, and should not be repeated, and always cross cut. In fine scraping, all the largest and brightest grinding points should be scraped off. Moderate grinding points should be scraped off at the top, while light and small grinding points should be left untouched. Regardless of rough scraping, fine scraping, or fine scraping, the application and application of the display agent should be uniform, the grinding pressure should be uniform and stable, and there should be no axial movement to avoid false points caused by display distortion. At the same time, the scraping plan should be considered comprehensively for all relevant bearing shells.
④ Scraping oil point:
A. Scrape out oil storage points in a cross evenly distributed and orderly arrangement to store lubricating oil.
B. The scraping quality of bearing pads: The scraping quality mainly includes three indicators: the number of corner points, the distribution quality of corner points, and the top side clearance between the journal and the bearing pad. In addition to the requirement of scraping the surface every 25 × In addition to the contact points on the area of 25 square millimetre and the clearance between the shaft and the bearing bush, the distribution quality of the contact points on the working surface of each bearing bush shall be evaluated at the same time.
6. Adjustment and measurement of bearing clearance
6.1 Bearing clearance: Bearing clearance is one of the important factors in forming an oil wedge to obtain lubrication mechanism, and at the same time, it should ensure the rotation accuracy of the rotating parts and meet the requirements of rotation speed. The bearing clearance can be adjusted by the gasket at the split surface or directly obtained by scraping the upper bearing.
6.2 Measurement of bearing clearance:
(1) The bearing clearance can be directly measured with a feeler gauge
(2) The top clearance of the bearing pad is usually measured using the lead wire pressing method, which involves placing several pieces of lead wire with a diameter slightly larger than the clearance of the bearing pad along the axial direction, on the top of the journal and on the four corner planes of the split surface of the bearing pad. After the bearing pad is evenly tightened, loosen the nut after pressing the split surface, remove the flattened lead wire, and measure its thickness in sequence (accurate to 0.01mm). The average thickness of the lead wire is the top clearance of the bearing.
In summary, through the analysis and discussion of sliding bearings above, the basic methods to solve the damage of sliding bearings have been obtained, which can further strengthen the use and maintenance of bearings and achieve the goal of extending the service life of sliding bearings.
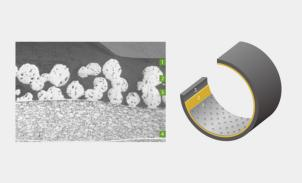
More about Epen EX Bushing:
EX tri-layer low maintanence plain bushing have a base of lower carbon steel, onto which a porous bronze layer is sintered. Acetalcopolyer (POM) is impregnated into the intersice of this bronze layer after rolling process completed. Lubrication indents are stamped into this layer. EX has good physical & mechanical properties. It is suitable for rotary, oscillating movement with performance of self-lub. Anti-wear, lower frction, lower noise.